电 话:0515-86622862
传 真:0515-86621099
邮 箱:15061431555@163.com
13951550599@qq.com
zhj@xshszc.com
网 址:www.xshszc.com
地 址:响水县经济开发区开源工业园区支二路

1、敲击法:采用敲击力拆卸皮带机轴承座一般加在轴承内圈,敲击力不应加在轴承的滚动体和保持架上,此法简单易行,但容易损伤轴承,衡水紧定套当轴承位于轴的末端时,用小于轴承内径的铜棒或其它软金属材料抵住轴端,轴承下部加垫块,用手锤轻轻敲击,即可拆下。应用此法应注意垫块放置的位置要适当,紧定套生产厂家着力点应正确。2拉出法拆卸轴承座:采用特意拉具,拆卸时,只要改变手柄,轴承就会被徐徐拉出来。拆卸轴承外圈时,拉具两脚弯角应向外张开;拆卸轴承内圈时,拉具两脚应向内,卡于轴承内圈端面上。

1、使用部位:圆锥滚子轴承座适用于承受以径向载荷为主的径向与轴向的联合负荷,衡水紧定套通常以两套轴承座座配对使用,主要应于汽车的前后轮毂、主动圆锥齿轮、差速器、减速器等传动部位。2、允许转速:在安装正确、润滑良好的环境下,允许为SKF轴承座极限转速的0.3-0.5倍。一般正常情况下,以0.2倍的极限转速为最宜。3、允许倾斜角:圆锥滚子轴承座一般不允许轴相对外壳孔有倾斜,紧定套生产厂家如有倾斜,最大不超过2′。4、允许温度:在承受正常的载荷,且润滑剂具有耐高温性能,且润滑充分的条件下,一般轴承座允许在-30℃-150℃的环境温度下工作。
要遵照皮带机轴承座的加工资料,战对孔的精度的请求,至于钻头的磨法,衡水紧定套资料的厚度等来确定;比如钻一般的孔与钻深孔对钻头的磨法是分歧的钻硬材料与钻软材料的磨法也是分歧的钻薄板的钻头的磨法也是分歧的钻绝缘板材料和钻黄铜材料,钻头的磨法也是分歧的1平坦的砂轮一台。2从刃口往后磨,防备钻头退火,皮带机轴承座加工工序中钻头个体都是采用人工刃磨的方式。慢慢抬高钻尾,呈旋转的手段。3后角不可过大4钻头顶角118度,两刃要对称。紧定套生产厂家合金钻头在钻进时,要在钻孔里倒进去钢砂,使钻进速度加速;金刚石钻头钻进速度快,老本低。操纵新钻头时,要轻轻的下压,让钻头徐徐承受冲突的低温,半小时后慢慢增加压力,差不多在1小时后就能正常工作。

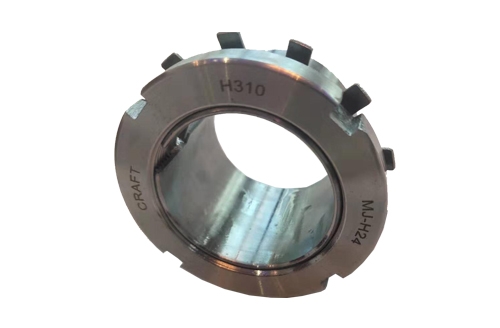
紧定套锥角差一定要好国标用△D1mp-△d3mp表示,不同的尺寸段允差从+0.018-0.09是上偏差要求紧定套锥角差只能大而不能小,即大端必须配合打仗,锥小端可以少许间隙,锥孔配合不好,衡水紧定套相配套的调心滚子轴承就会造成单排滚子受力的状态,运转不稳定,振动大,噪音大,易松动,轴承寿命短,高精度紧定套的锥角差也应该≤0.005保证配合构兵面积不小于90%。紧定套外锥面、内孔表面的直线性要好,就是形位公差要好,圆柱度精度要好,这一点国标没有规定任一单个截面尺寸在允差范围内即为合格,紧定套生产厂家这样就是造成外锥面详情直线性控制不严,出格磨加工外锥面切入磨削,毛坯本身直线性不好,砂轮修改欠安,概况的直线性就很差,个体企业又无概况仪检查,所以这个名目在国紧定套行业的产品上问题很大,严重影响相配套精度和配套的稳定性,异常造成轴承性能欠安。

部分式轴承座在进行拆卸时需要注紧定套生产厂家意的两大事项。滚筒轴承座是通过偏心套将轴承内圈与轴固定,偏心套上的内六角螺钉起紧固作用。衡水紧定套在维修中,不少机手不会拆装这种轴承,故有必要介绍一下拆装滚筒轴承座的技术要点和注意事项:1.先用内六角扳手松开轴承偏心套上的锁紧螺钉,然后用小铁棒插入顶盖偏心套上的沉孔,逆着轴的旋转方向打松偏心套。2.旋松固定滚筒轴承座的螺栓。将轴承连同轴承座一起从轴上卸下。注意在拆轴一端的轴承座之前。应将轴另一端的轴承座螺栓松开,以免两端轴承相互别劲而损坏。